
Brillengläser zwischen Mensch und Maschine

Die perfekte Fläche: Ein Besuch in der EssilorLuxottica-Brillenglasfertigung in Braunschweig

Hunderte Brillenglasproduktionen beitreibt der Konzern EssilorLuxottica weltweit. Einige davon stehen in Europa und ein Werk sogar inmitten Deutschlands. Seit 80 Jahren werden in Braunschweig aus Kunststoffrohlingen hochwertige Brillengläser mit optischer Wirkung gefertigt. FOCUS hat sich die Produktion angesehen und über drängende aktuelle Fragen gesprochen. Zum Beispiel darüber, wie der Konzern langfristig zum Standort Deutschland steht. Außerdem erfuhren wir, warum das Fräsen der optischen Wirkung nur einen winzigen Bruchteil der Brillenglas-Reise durch die Produktion ausmacht.
Tzschhhhh surren die Maschinen kontinuierlich im Hintergrund. In der Luft liegt ein leicht chemischer, aber nicht unbedingt unangenehmer Geruch. Die heutige Besuchergruppe steht mitten in der Maschinenhalle im Essilor-Werk in Braunschweig, in dem jährlich circa 700.000 Brillengläser entstehen.
Drei Fräsmaschinen im Werk sind das Herzstück der Produktion. Nur 60 Sekunden brauchen diese voll automatisierten und vernetzten Maschinen, um eine optisch perfekte Wirkung zu erzielen. 60 Sekunden – und was dann? Mag man sich nun fragen. Sagen wir mal so: dass die optische Wirkung noch lange nicht alles ist, weiß ein Augenoptiker – und natürlich jemand aus der Brillenglasfertigung.








80 Jahre Brillenglasproduktion in Braunschweig
Kurz vor dem Betreten der Halle wurden die Besucher von Alexander Mohr, Geschäftsführer der Essilor GmbH, sowie Andrea Mazzo, General Manager der Luxottica Wholesale GmbH, und Frank Walenda, Head of Corporate Communications DACH EssilorLuxottica, begrüßt.
Anlass des Besuchs ist das 80-jährige Bestehen des Werkes. 1945 entstand hier die Optik GmbH, die 1976 von Essilor übernommen wurde. Seitdem hat man die Produktion kontinuierlich modernisiert. Neben der Glasfertigung gibt es hier einen Showroom mit den modernsten Geräten rund um die Brillenglasberatung, deren Vermessung, Refraktion sowie zur Weiterverarbeitung in der Werkstatt und natürlich die Verwaltung.
Der Besuch ist jedoch noch aus einem weiteren Grund interessant: er zeigt, wie ein weltweit tätiger Konzern versucht, den Standort Deutschland und die lokale Nähe zu den Kunden als Stärke, statt als Schwäche zu nutzen. Das Abwandern der Mitbewerber verfolgt der Konzern laut eigener Aussage mit großem Interesse und nimmt sie als Bestätigung für den eigenen Weg: „Während sich andere Hersteller aus Deutschland zurückziehen, setzen wir bewusst auf den Standort Braunschweig und unser Proximity Lab. Unsere Strategie ist klar: Nähe zum Markt, maßgeschneiderte Lösungen für unsere Kunden und ein Servicelevel, das nur durch Produktion vor Ort erreicht werden kann. Für uns ist ‚Made in Germany‘ nicht nur ein Label, sondern ein echtes Leistungsversprechen – in Qualität, Geschwindigkeit und Verlässlichkeit. Und genau das macht für uns auch wirtschaftlich Sinn“, so Alexander Mohr.
Auf diese scheinbar erfolgreiche, Strategie ist man bei EssilorLuxottica durchaus stolz. Die Führung durch die Brillenglasproduktion überlässt die Geschäftsführung aber gerne den technischen Experten aus Braunschweig.
152 Mitarbeiter arbeiten an diesem Standort insgesamt. 70 davon sind in der Fertigung tätig – und einer von ihnen ist der Produktionsleiter Tobias Gronau, der nun die Führung der Gruppe durch das Werk übernimmt.
Große Investitionen für die Zukunft in Kundennähe
„Kommen Sie mal etwas näher ran, sonst verstehen Sie nichts“, begrüßt uns Gronau humorvoll. In der Halle ist es laut und der Produktionsleiter wird die Gruppe gleich mitnehmen auf die Reise der Brillengläser durch die gesamte Produktion.
Hätten die Besucher das Werk vor fünf Jahren besichtigt, so hätten sie deutlich mehr Handarbeit gesehen und kilometerlange Transportbänder, die sich über zwei Etagen Produktionsfläche erstreckten. Doch seitdem gab es große Investitionen – in neue Technik aber auch in die Verschlankung der Produktionsfläche, um sie effizienter zu gestalten.
Der Maschinenpark steht heute auf circa 2.500 Quadratmetern. Das ist circa ein Drittel der Fläche eines Fußballfeldes. Riesig ist das Werk damit nicht unbedingt – dafür aber gut aufgestellt für die Zukunft.
„Die Investitionen in neue Technologien und in Automatisierung waren für uns ein entscheidender Schritt. Nur so können wir heute hochqualitative Produkte mit einer Geschwindigkeit und Effizienz fertigen, die uns im internationalen Vergleich wettbewerbsfähig macht“, so Tobias Gronau. „Gleichzeitig bleibt das Know-how unserer Mitarbeitenden essenziell, denn trotz aller Technik braucht es Erfahrung und Kompetenz, um den hohen Anforderungen gerecht zu werden“, fügt er hinzu.
85.000 Rohlinge auf Lager
Während die Maschinen im Hintergrund kontinuierlich ihre Arbeit verrichten, das heißt fräsen, polieren, und gravieren, steht die Besuchergruppe vor einem Regal voller Kunststoff-Halbfabrikate. Warum die Brillenglasproduktion im Vergleich zur Fertigung von Autos oder Möbeln durchaus einzigartig ist, wird hier schnell deutlich: kein Brillenglas ist wie das andere. Stattdessen gibt es circa 1,8 Millionen Variationsmöglichkeiten. Hieran gemessen, verläuft die Fertigung sehr schnell. „Alle Brillengläser, die nicht gefärbt werden, sind innerhalb von zwei Tagen fertig“, erläutert der Produktionsleiter stolz.
Damit das gelingt, braucht es ein großes Lager. Rechnet man Halbfabrikate und Fertiggläser zusammen, so liegen circa 85.000 Rohlinge im Regal bereit, um bei Bedarf schnellstmöglich bearbeitet und zum Augenoptiker transportiert zu werden. Bei den Halbfabrikaten ist die Vorderfläche des Brillenglases bereits bearbeitet und es fehlt noch die Wirkung der Rückfläche. Bei den Fertiggläsern fehlt „nur“ noch die Beschichtung. Dass genau dieser Schritt alles andere als trivial ist, werden die Besucher später noch erleben.
In Braunschweig laufen ausschließlich hochwertige Brillengläser über das Band. Varilux-Gleitsichtgläser aber auch Stellest-, Eyezen-, Transitions Gen S-, oder auch AVA-Brillengläser entstehen hier oder werden hier final beschichtet. Standard-Brillengläser hingegen werden in Deutschland nicht mehr gefertigt, ebenso wie mineralische Brillengläser.
Perfekt unperfekt in 60 Sekunden
Es geht weiter und wer genau hinhört, kann anhand eines sirrenden Geräuschs erahnen, wie erst die Fräse und danach ein echter Diamant stetig Millimeter um Millimeter der Kunststoffblanks entfernt und in Plastikspäne verwandelt.
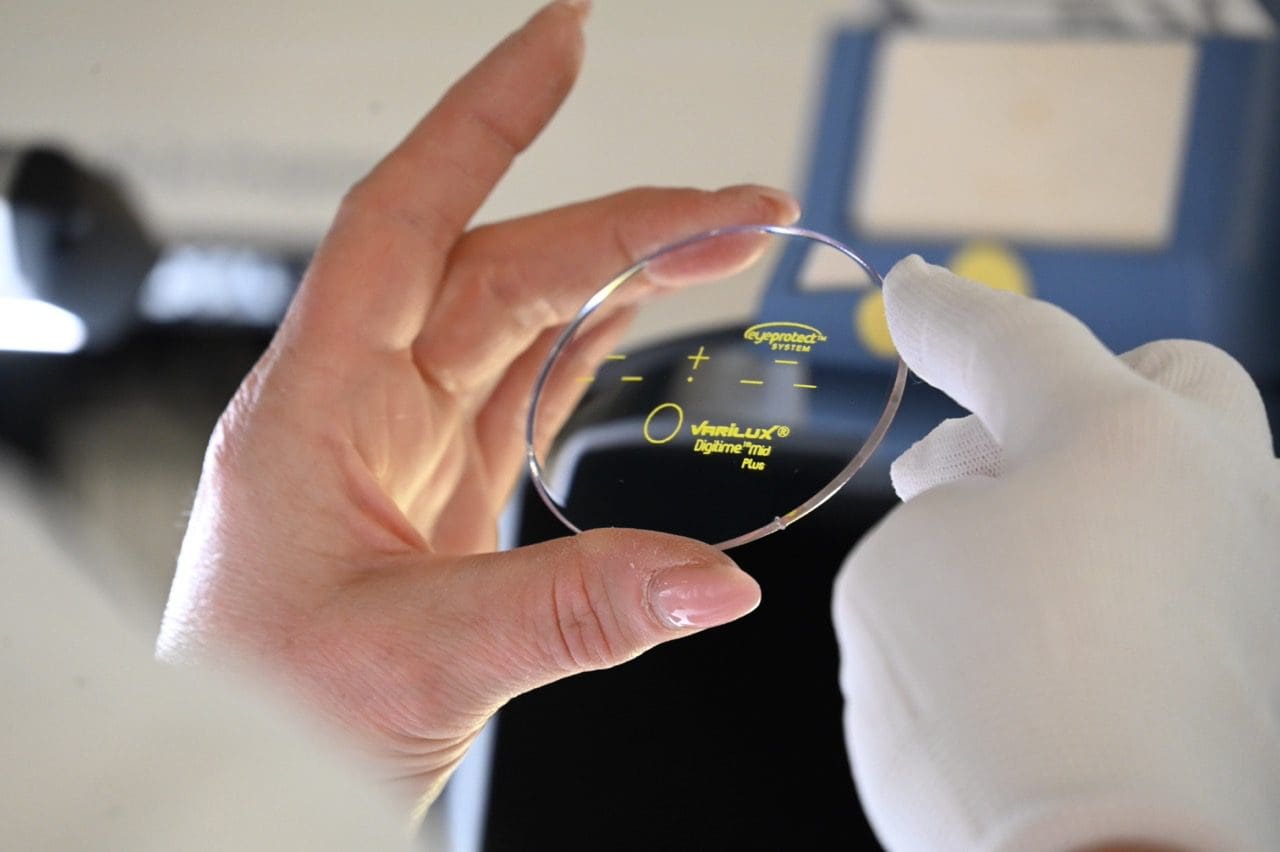
Die Gruppe steht vor der ersten Maschine, einem vollautomatischen Freiform-Generator – oder einfacher ausgedrückt einer Fräse, die dem Brillenglas die optische Wirkung verpasst. Mit Hilfe des Diamanten wird eine komplett individuelle Progressionsfläche gestaltet, bei der nach Bedarf auf jedem Quadratmillimeter eine andere Wirkung entsteht. „In der traditionellen Fertigung früher konnte man nur zwei Radien antreiben. Die neuen Maschinen können alles fräsen, was physikalisch möglich ist auf 0,3 µm genau“, erläutert Gronau. Dadurch werden die Gleitsichtglasflächen immer besser.
„Hier, fassen Sie mal an“, motiviert der Produktionsleiter die Gruppe, die Brillengläser in die Hand zu nehmen. „Theoretisch können Sie das Glas jetzt schon in die Brille einbauen und Sie könnten gucken, denn es ist optisch bereits fertig – aber sobald sie das Brillenglas putzen würden, wäre es vermutlich kaputt.“
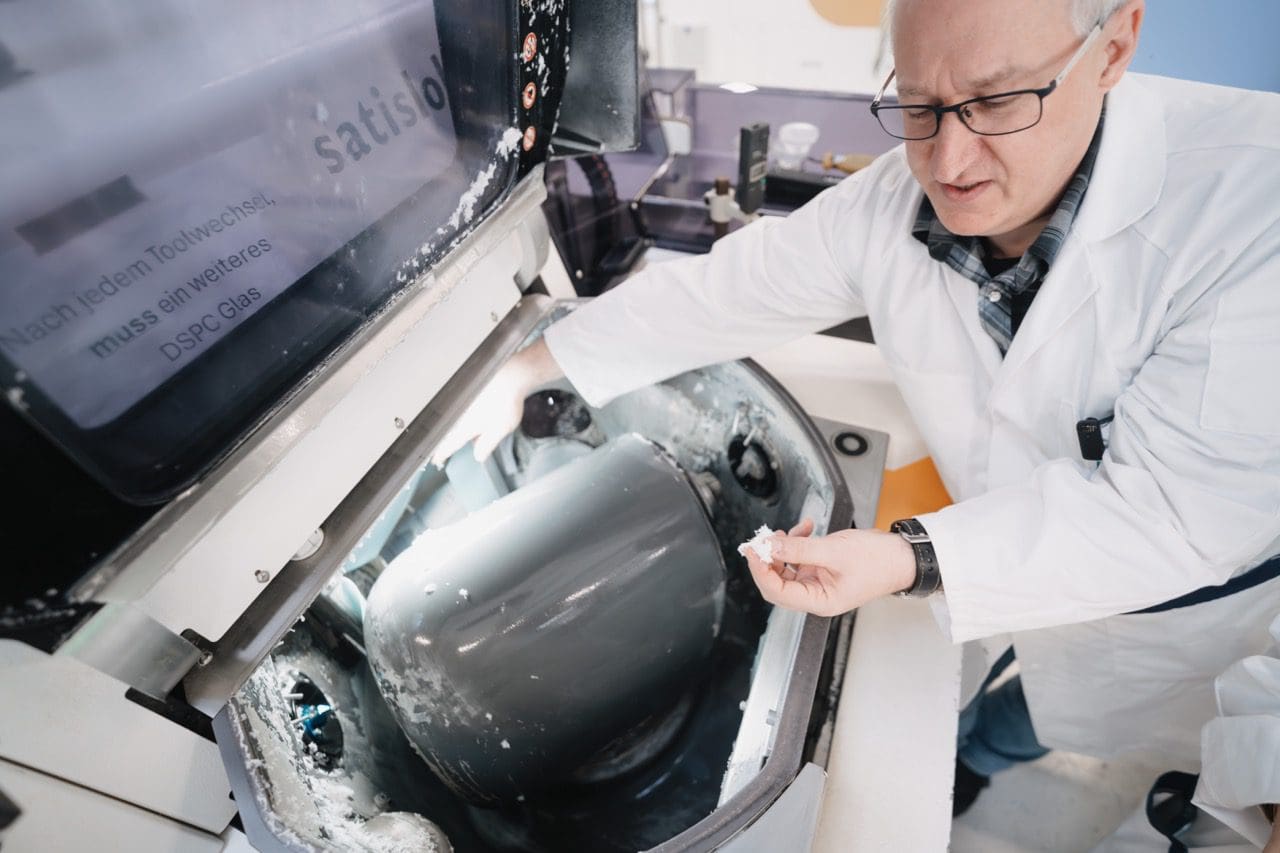
Die neuen Generatoren arbeiten mit einer sogenannten Alloy Replacement Technology (ART). Dabei wird die Bleilegierung Alloy, mit der üblicherweise der Rohling mit einem Blockstück für die Bearbeitung verbunden wird, durch einen Spezialkleber ersetzt. Laut EssilorLuxottica habe die Umstellung auf die ART-Technologie nicht nur die Umweltbilanz verbessert, sondern auch Prozesse optimiert und verschlankt.
Dünnere Rohlinge = weniger Abfall
Wer sieht, wie Großteile der Halbfabrikate in Sekunden zu Plastikspänen werden und im Müll landen, kommt um die Frage, wie es um die Nachhaltigkeit steht, kaum herum. Denn die Kunststoffabfälle können nur schwer recycelt werden, da es sich um einen Materialmix verschiedener Indizes handelt.
Eine Lösung hierfür demonstriert Gronau: „Schauen Sie mal, das ist das gleiche Glas mit identischer Frontkurve“, erläutert der Produktionsleiter. Der eine Rohling ist deutlich dünner als der andere.
Eine von einem unabhängigen Institut durchgeführte Lebenszyklusanalyse bescheinigte eine Reduzierung des Kunststoffverbrauchs um 19% für die innovativen Brillengläser mit „Eco-design“.
In Zukunft möchte das Unternehmen noch einen Schritt weitergehen. Das Stichwort lautet hier Kreislaufwirtschaft. Ein extra ins Leben gerufenes Projektteam arbeitet an einem Konzept, das es ermöglichen soll, Schleifspäne wieder in die Produktion zurückzuführen. Eine einfache Aufgabe ist das nicht, doch sollte es gelingen, so wäre das eine echte Innovation.


Nachhaltige Energiegewinnung
Nachhaltigkeit, aber auch die Energiekosten in Deutschland, sind generell ein wichtiges Thema im Werk. So wird dieses beispielsweise zu 100% mit Ökostrom betrieben und eine Wasser-Wiederaufbereitungsanlage reduziert den Wasserbrauch enorm. Außerdem soll in Zukunft eine Solaranlage auf dem Dach installiert werden.
„Natürlich spüren auch wir die hohen Energiepreise. Deshalb setzen wir seit Jahren auf nachhaltige Lösungen, um uns unabhängiger zu machen – von Photovoltaikanlagen bis zur Nutzung von 100% Ökostrom. Außerdem investieren wir kontinuierlich in energieeffiziente Technologien, die den Stromverbrauch reduzieren. Das hilft uns nicht nur bei den Kosten, sondern zahlt auch auf unsere Nachhaltigkeitsstrategie ‚Eyes on the Planet‘ ein. Für uns ist das kein kurzfristiges Reagieren, sondern ein langfristiger Plan“, erläutert später Alexander Mohr.
Nachdem in nur 60 Sekunden die optische Wirkung entstanden ist, folgen nun viele weitere Schritte. Nach dem Fräsen werden die Brillengläser poliert, mit einem Laser graviert und wieder vom Blockstück getrennt.
Außerdem hat die gewissenhafte Kontrolle der gefertigten Brillengläser eine hohe Priorität: „Wenn wir hier nicht aufpassen und Fehler unerkannt bleiben, machen wir pro Stunde 250 Gläser kaputt“, so der Produktionsleiter. Übrigens müssen die Brillengläser im gesamten Produktionsprozess bis zu 60-mal vor den geschulten Augen der hochqualifizieren Experten bestehen.
Die perfekte Farbe – eine Kunst für sich
Im nächsten Raum geht es etwas ruhiger zu. Rote, gelbe oder blaue Flüssigkeiten köcheln aneinandergereiht in rechteckigen Farbbecken vor sich hin. Teilweise steigt leichter Dampf auf. Hier braucht es nicht viel Fantasie, um zu erkennen, dass die Besucher sich in der Färberei befinden.
Schon bald, je nach Wetter im April oder Mai, geht die Farb-Saison los. Dann wird es voll in der Färberei.
Bei 97 Grad Celsius tauchen die Kunststoffgläser langsam und gleichmäßig in die Tauchbecken ein. Je länger das Brillenglas jetzt taucht, desto dunkler wird es. Die Hitze ist entscheidend, damit die Farbpigmente gut in die Kunststoffe eindringen können. Da jedes Material anders auf die Farblösung reagiert, braucht es für jeden Index eine extra Maschine.
Im letzten Raum hatte die Besuchergruppe live erfahren, dass modernste Maschinen entscheidend für die Fertigung der Wirkung sind. Die Hauptaufgabe der Mitarbeiter war es dort, die vollautomatischen und vernetzten Maschinen zu überwachen, Brillengläser zu kontrollieren und bei Bedarf einzuschreiten.
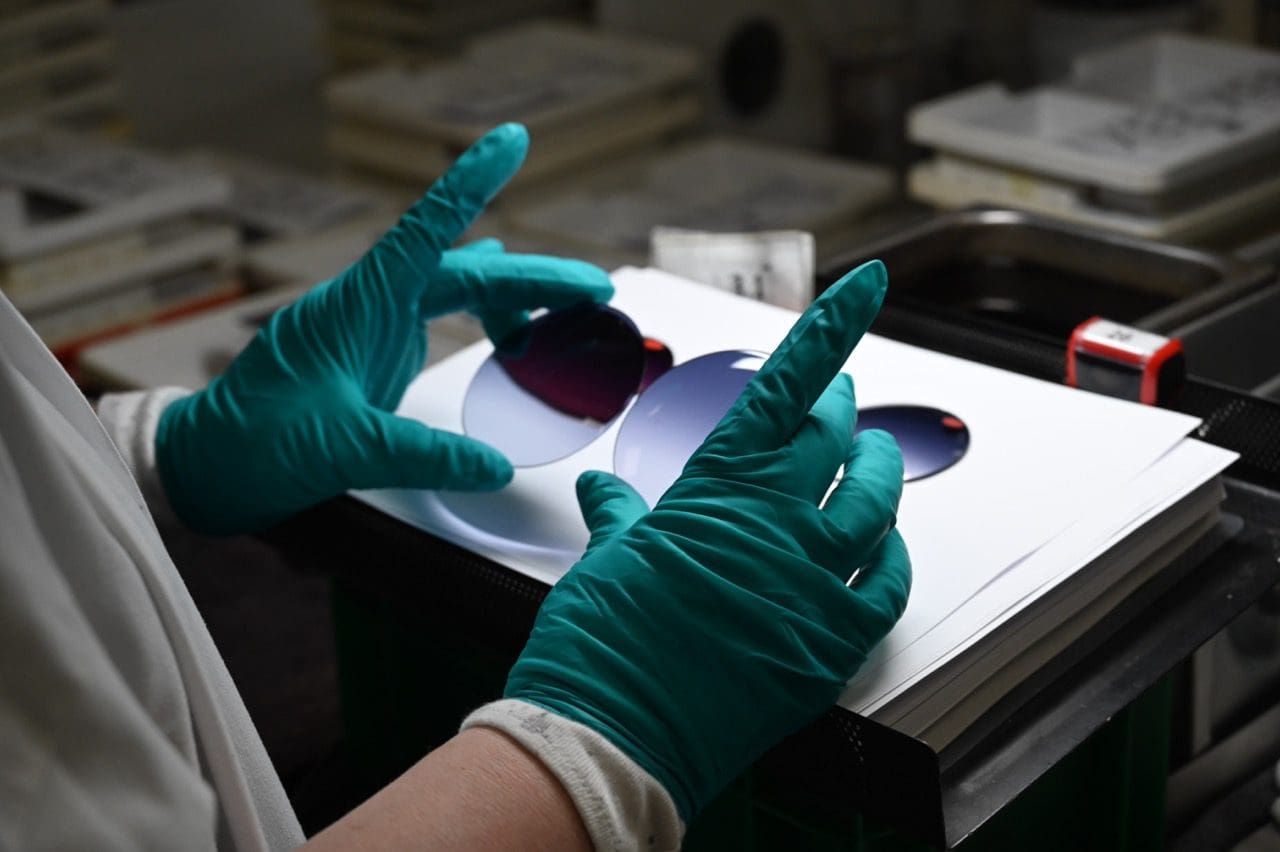
Hier in der Färberei ist es genau umgekehrt. Die Maschinen scheinen eher Beiwerk zu sein. Selbst die besten Maschinen liefern ohne die Handarbeit und die teils jahrzehntelang erworbene Fachkompetenz der Mitarbeiter keine guten Ergebnisse. Viel Wissen und Erfahrung sind gefragt, um jedes Brillenglas in der perfekten Tönung hinzubekommen. So ist es beispielsweise eine große Kunst, die Brillengläser paarig zu färben, wenn die Stärke der Brillengläser verschieden ist. Deswegen wird nahezu jedes Glas per Hand nochmal nachgedippt.
„Wir haben hier Brillengläser, die sind nur zehn Sekunden im Bad. Aber genauso gibt es Brillengläser, die auch bis zu zwei Tage in der Färberei verweilen, bis sie perfekt sind“, erläutert Produktionsleiter Gronau. 170 unterschiedliche Essilor-Farben gibt es bereits im offiziellen Angebot und zusätzlich wird jeder noch so spezielle Sonderwunsch der Kunden erfüllt.


Hartlack per Tauchverfahren
Für die weitere Führung übergibt Gronau das Wort an seinen Kollegen Sven Hahn. Der Prozessingenieur und Werkleiter ist seit 18 Jahren im Unternehmen und weiß alles über die folgenden Beschichtungsschritte. Die Gruppe betritt den nächsten Raum. Bevor die Brillengläser ihre Hartschicht erhalten, laufen sie durch die Präparationsanlage – einfacher ausgedrückt eine Waschstraße. Dank Ultraschall, Wärme und verschiedener Chemikalien wird jedes Brillenglas perfekt gereinigt und zum Abschluss noch etwas gebeizt, damit es rauer wird und der Lack später gut hält.
Die Gruppe geht weiter zur Hartlackierung. Der Lack ist, sehr vereinfacht gesagt, ähnlich aufgebaut wie ein Zwei-Komponenten-Kleber. Eine erste Schicht mit 0,8 µm Schichtdicke wird im Tauchverfahren aufgetragen. Der zweite Lack hat eine Schichtdicke von 2,5 µm.
Hahn erläutert bildlich, wie hier die Geschwindigkeit die Schichtdicke bestimmt: „Wenn man den Löffel aus dem Honig schnell rauszieht, hat man viel Honig am Löffel. Wenn man ihn langsam rauszieht, hat man wenig Honig am Löffel, so funktioniert es auch hier.“
Nach diesem Prozess gehen die Brillengläser in die kosmetische Kontrolle, das bedeutet, sie werden von einem Mitarbeiter extrem kritisch auf Defekte hin untersucht – und das innerhalb von Sekunden. Denn alle sechs Minuten kommen 32 neue Gläser aus der Anlage.
Circa 97% der Brillengläser schaffen es ohne Fehler aus der Tauchbeschichtungsanlage heraus. Circa 3% haben jedoch kleine Fehler, wie beispielsweise Lackpunkte. Ausschuss ist das Glas deswegen noch nicht. „Wir haben dann die Möglichkeit, den Lack wieder abzuätzen und nochmal von vorne zu beginnen“, sagt Hahn. Erst nach dem Tempern bei 100 Grad Celsius ist es so gut wie unmöglich, ihn wieder zu entfernen.
Es wird heiß
Bereits in der Ausbildung lernt man, dass ein Brillenglas pro Seite 6% des Lichts reflektiert. Um diese insgesamt 12% Lichtverlust zu vermeiden, geht es im nächsten Schritt für circa 45 Minuten pro Seite in die Hochvakuum-Beschichtungsanlage. Hier wird entspiegelt und die Restreflexe werden somit auf circa 1% insgesamt reduziert. Zusätzlich bringt auch die Entspiegelung nochmal einen Kratzschutz mit sich.
Damit die Entspiegelung funktioniert, braucht es ein perfekt ausgeklügeltes Zusammenspiel der Materialien und Schichtdicken. Das Ziel ist es, die Auslöschung zu erreichen, indem Wellentäler und Wellenberge genau übereinanderliegen.
20 verschiedene Schichten werden hier kombiniert und unterschiedlichste hoch- und niedrig-brechende Materialien aufgedampft. Dazu müssen sie erst dem Schmelzpunkt entsprechend erhitzt werden, bei Quartz liegt dieser beispielsweise bei 1200 Grad Celsius. Zusätzlich kommt es bei der Schichtdicke auf Nanometer an, also die unvorstellbar kleine Zahl von Millionstel Metern. Nur so wird am Ende die Auslöschung der Lichtwellen erreicht: „Ich verschiebe die Wellenlängen und so kommt am Ende nur noch blaues, grünes oder oranges Licht heraus“, erfahren die Anwesenden von Hahn. Dies ist der sichtbare Restreflex.
Circa 1,2 Millionen € kosten hier die hochkomplexen Anlagen und der Energieverbrauch ist enorm, da das Vakuum erzeugt und die Temperatur hochgehalten werden müssen. Dies und die komplexe Arbeit erklären, warum insbesondere die Entspiegelung ihren Preis hat.
Wenn das Brillenglas jetzt noch die Endkontrolle in einer automatisierten Anlage besteht, erhält es die finale Stempelung und darf nach der Verpackung zum Kunden. Zeigt die Inspektionsmaschine Auffälligkeiten, so entscheiden die kritischen Mitarbeiter, wie es mit dem Brillenglas weitergeht oder ob die Reise von vorne beginnt. Auch wenn das Glas gerandet werden soll, geht es noch nicht direkt zum Kunden. Stattdessen geht es per Transmed in ein weiteres Werk nach Hanau, und erhält dort die finale Form passend zur Fassung.
Eine Reise durch viele Klimazonen endet
Die Gruppe nähert sich dem Ende der Tour und hat die Maschinenhalle damit immer noch deutlich schneller passiert als die zügigsten Brillengläser. Am Ende gehört zur Erschaffung des perfekten Brillenglases eben doch einiges mehr als 60 Sekunden Fräsen.
Denn hierauf folgen Stunden bis Tage, in denen das Brillenglas graviert, eventuell gefärbt, getrocknet, gewaschen, getaucht, bedampft, getempert und immer und immer wieder kontrolliert wird – und das häufig unter extremen Kräften, Temperaturen und Drücken.
Damit ist jetzt nur noch die letzte – und vielleicht sogar wichtigste – Angelegenheit zu klären. FOCUS hat den Geschäftsführer erneut gefragt: Können Sie unseren Lesern versprechen, dass EssilorLuxottica dauerhaft in Deutschland Brillengläser fertigen wird? „Wir stehen klar zum Standort Deutschland. Für uns ist ‚Made in Germany‘ mehr als nur ein Prestige-Label – es ist Teil unserer Service- und Qualitätsstrategie. Unsere Kunden profitieren von kürzesten Lieferzeiten, maximaler Flexibilität und einer Produktion, die sich schnell auf ihre Bedürfnisse einstellen kann“, erklärt Alexander Mohr ein weiteres Mal. „Deshalb investieren wir weiter in Braunschweig und werden unsere Proximity-Strategie fortsetzen. Unsere Partneroptiker können sich also darauf verlassen: Essilor produziert weiterhin innovative Brillengläser in Deutschland!“
